Steel Light Poles
From a Role of flat steel to a finished light pole. Last week a team member posed a question, “How are steel light poles manufactured?”
Light poles have two main parts, the vertical tube and the base plate. The light fixture at the top of the pole is bolted to the tube and the base plate is bolted to a concrete footing in the ground. Their general construction is simple: a tube is welded to a cut base plate, a hand hole and fixture mounting holes are cut into the pole, then the pole is painted and installed.
This was too general for us. We wanted to know the full process of the pole was made. So here goes…
START WITH THE TUBE SECTION OF THE POLE.
Starting with a roll of flat steel sheet, there are two main ways to form the pole: cold rolled or pressed on a brake.
USING A BREAK
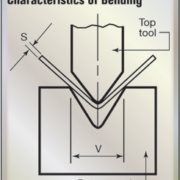 Using a metal breakA top tool presses the material into a matching grove in the bottom tool, bending the material to the desired degree. Bending the steel on a press brake allows the manufacture to quickly switch from 4” or 5” square to octagonal tapered tubing by simply uploading a new program to the machine.
Using a metal breakA top tool presses the material into a matching grove in the bottom tool, bending the material to the desired degree. Bending the steel on a press brake allows the manufacture to quickly switch from 4” or 5” square to octagonal tapered tubing by simply uploading a new program to the machine.
This process starts by cutting the steel to the proper length and width. For example, a 10’ tall, 4” square pole will start with a piece of steel, called a blank, 10’ long by 16” wide. The blank is then placed into a computer-controlled brake and shaped, one bend at time, until the tube is formed. Check out this video to see a break bend an octagonal pole.
CHECK OUT THIS VIDEO TO SEE A BREAK BEND AN OCTAGONAL POLE.
After the tube is bent, it is fed through an automatic welder the weld is ground smooth leaving a flush finish. Sometimes, the tube warps during the process and must be straightened. This is done by supporting the pole in two places, at least 5 feet apart, and using a press in the middle to straighten the tube.
This tube forming process can be done for virtually any shape tube. The number and degree of the bends are adjusted to make different shapes. To make a round tube the break is fitted with a rounded top and bottom die. Here is a video showing the process of manufacturing a round tube.
COLD ROLLING PROCESS
The cold rolling process is used in high volume mass production. A downside to this process is tube size cannot be changed as easily as they can be on a break. The cold rolling process starts with a roll of flat steel that is pre cut to the correct width. After going through a series of rollers that flatten the sheet, the steel is cleaned and the bending starts. For a square tube, the first roller bends the outside ends up about 45º. The next few rollers add two bends equally spaced down the center of the sheet and the four corners of the square tube start to take shape. Next, rollers on the out side of the tube make the final bends to close the gap and feed the tube past an anatomic welder. The excess weld bead is cut off, leaving a flat welded. From here the tube is passed through a cleaning solution and then a final set of finishing rollers to ensure the exact tube shape. An automatic saw then cuts the continuous tube into the specific length needed for the finished light pole. To finish the Poles, the manufacture cuts mounting holes and a hand hole according to the customer’s needs.
THE BASE PLATE
Manufacturing the base plate is relatively simple when compared to making the tube section. Most base plates start out as 3/4”-1” thick plate. Using a CNC laser table, water jet, or flame cutter, many base plates are cut out of one large plate of steel. The excess material can be recycled and reused in future steel products. Take a look at the below video to see how base plates are cut.
Finally the base plate is slid onto the tube and workers ensure the base plate is square to the tube. The seam is then welded on the top and bottom of the base plate. For high strength poles, gussets are added.
FINISHING
 Because steel corrodes, the poles must be painted, galvanized, or powder coated. Painted poles are the most common due to its low cost and easy process. Powder coating is a high quality coating that can outlast conventional paint, but baking a full pole can be expensive. Galvanizing provides the most corrosion protection both inside and out side the pole and is the most expensive of the coating options.
Because steel corrodes, the poles must be painted, galvanized, or powder coated. Painted poles are the most common due to its low cost and easy process. Powder coating is a high quality coating that can outlast conventional paint, but baking a full pole can be expensive. Galvanizing provides the most corrosion protection both inside and out side the pole and is the most expensive of the coating options.
When a pole is painted, many times the inside of the pole is not coated. When the pole is installed, water can become trapped inside the pole, accelerating rust, and causing the pole to fail prematurely. It is difficult for painters to properly coat the inside of the pole, making galvanizing the best option, because the bath coats the inside of the walls as well.
If you have ideas for blog topics or general light pole questions, comment on this blog, on Facebook, on LInkedIn, or email us at kurtis@lightpolesystems.com

Leave a Reply
Want to join the discussion?Feel free to contribute!